15106358106
手機:15106358106
聯(lián)系人:李經理
手機:15553681371
聯(lián)系人:王經理
地址:聊城市開發(fā)區(qū)蔣官屯姜韓工業(yè)園
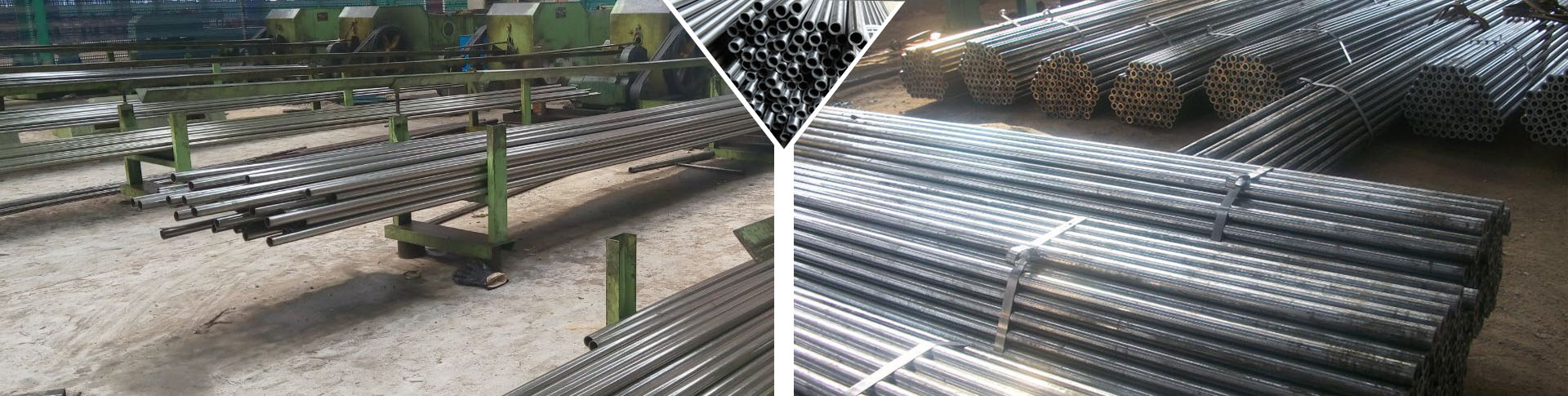
山東聊城精密無縫鋼管廠35crmo現貨
35crmo精密無縫鋼管對接垂直固定焊單面焊雙面成型的基本原理是:在相應的坡口間隙前提下,選用較短的電弧,給送較少的液態(tài)金屬,根據熔孔效應,產生內側較薄的焊縫成型,進而實現結束20#精密鋼管單面焊雙面成型的效果。
35crmo精密無縫鋼管對接垂直固定焊單面焊雙面成型的使用要點是:在焊接流程中需沿環(huán)焊縫不停地轉換焊條角度,使其一直處在45°~55°狀況。間歇滅弧的頻率把控在1~1.5s中間,每一次給送液態(tài)金屬的時長把控在1s以內。及早留意留意20#精密鋼管熔孔大小并及早調節(jié)。在連接頭和收弧時,要留意斷弧焊改連弧焊的時長、動作要點和運條方式及停弧部位,以防止造成35crmo精密無縫鋼管焊接缺陷。
(5)蓋面焊:因為20#精密鋼管壁厚較小,打底焊后焊縫表層與試樣表層基本上取平,所以不用填充層焊接,可以直接蓋面就行。20#精密鋼管垂直固定焊,焊縫部位為橫位,蓋面層的焊接宜選用多道焊,通常為兩道。
蓋面前,要將20#精密鋼管前道焊縫表層的濺出物和焊渣等清除干凈,尤其是在35crmo精密無縫鋼管坡口下側邊沿棱角處,要用鋼絲刷認真清除。蓋面層第*道的焊接影響到20號冷軋精密管焊縫的總體外觀,焊縫不僅要直,且表層要平整光滑。不然在焊接第二道時將無法把握基準點,產生凹凸不平、寬窄不均勻的焊道。焊接第*道時,電弧要對著35crmo精密無縫鋼管坡口下側邊沿棱角處,為確保酸性熔渣可以密切跟著焊接熔池往前流動,規(guī)定電弧緊貼焊縫表層,并做直線條往復的均衡擺動,擺動幅度要小。20#精密鋼管焊接流程中,焊條角度還要不斷地產生變化,當覺得手腕無法圍繞環(huán)縫開展焊接時,應終止焊接,挪動角度以后再次使用。更換焊條后,要在收弧熔池的上方開展連接頭,隨后沿熔池上方往下斜向行走,抵達熔池中心點部位時,恢復與前面同樣的運行操作步驟,直到焊完截止。焊條角度與第*層的焊接同樣。
35crmo精密無縫鋼管第二道的焊接引弧部位要與前道焊縫連接頭部位錯開,以防止連接頭在同一個部位影響外觀。焊接20#精密鋼管時,電弧中心點對著第*道焊縫的上邊沿,焊條往下傾斜角要盡可能縮減,通常以80°~90°為宜。焊條與焊接角度的傾斜角還要較第*層焊接時縮減,可把控在70°~80°中間。運條方式為直線條形不擺動,速率稍微慢于第*道焊縫的焊接。為防止20#精密鋼管焊縫上方邊沿咬邊,焊接流程中需留意將電弧緊貼焊縫表層。
上一篇: 35crmo精密無縫鋼管延續(xù)節(jié)前漲勢
下一篇:沒有啦
本網站優(yōu)化關鍵詞:精密無縫鋼管,20#精密無縫鋼管,45#精密無縫鋼管,20cr精密無縫鋼管,40cr精密無縫鋼管,16mn精密無縫鋼管,35crmo精密無縫鋼管,42crmo精密無縫鋼管,精密無縫鋼管廠家
手機:15106358106 李經理 15553681371 王經理
地址:聊城市開發(fā)區(qū)蔣官屯姜韓工業(yè)園
山東聊城精密無縫鋼管廠 版權所有 備案號:魯ICP備16035573號-1
熱門標簽:精密無縫鋼管 (65)精密鋼管 (59)40cr精密無縫鋼管 (18)35crmo精密無縫鋼管 (17)精密無縫管 (13)20cr精密無縫鋼管 (12)20#精密無縫鋼管 (11)45#精密鋼管 (11)45#精密無縫鋼管 (9)精密管 (9) 更多


